





Shale Gas Extraction industry vacuum evaporator and crystallizer Oem Wholesale Simple structure
Shale Gas Extraction industry vacuum evaporator and crystallizer Oem Wholesale Simple structure
Product descriptions from the supplier
Product Description

|
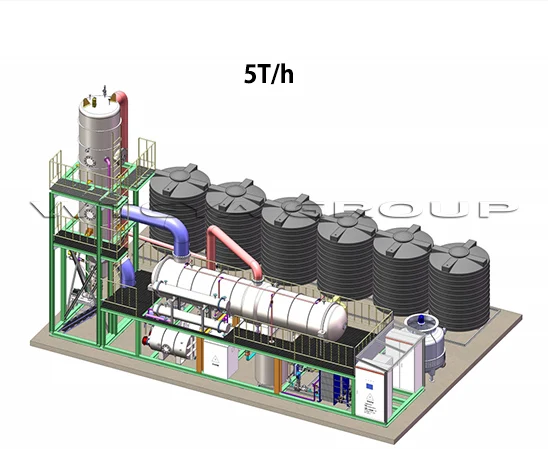
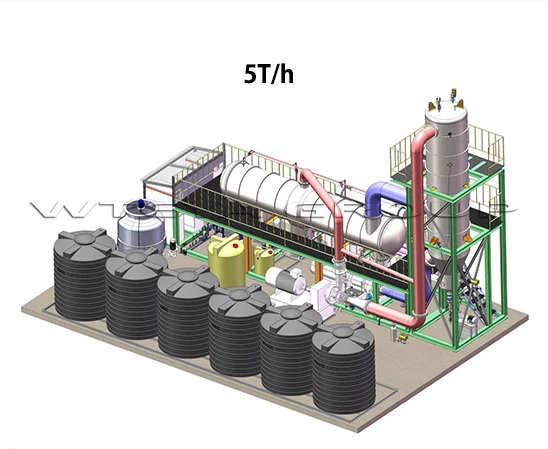
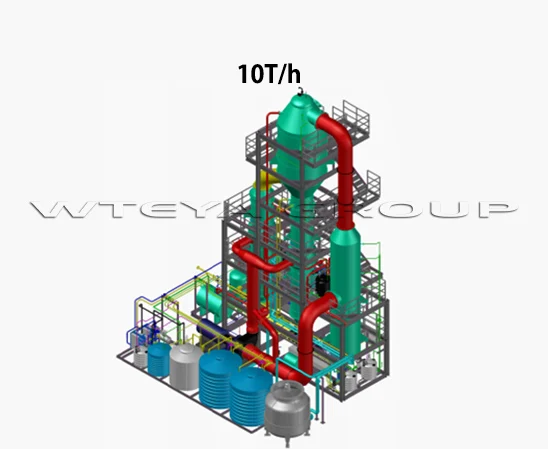
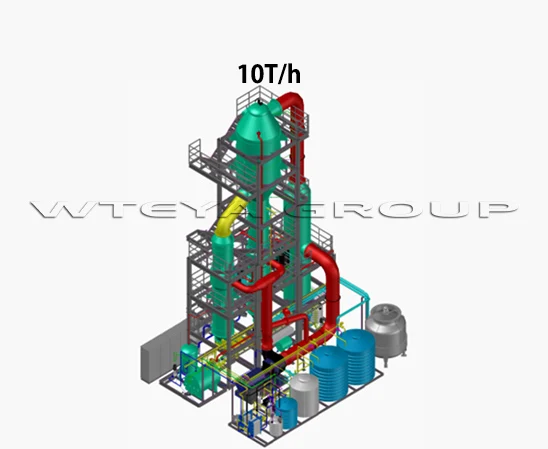
Mechanical Vapor Recompression Mvr Evaporator System
Mechanical Vapor Recompression Mvr Evaporator, is a steam recompression technology that utilizes the energy from the secondary steam it generates to reduce the demand for external energy, making it an energy-saving technology. The process employs a mechanical compressor (or fan) to recompress the secondary steam produced after evaporation, thereby increasing its enthalpy. The increased enthalpy of the secondary steam is then used as a heat source in the heating chamber to heat the feed material. As it releases heat, the steam undergoes a phase change into condensate water, which is then expelled from the system. The heated material is concentrated through vaporization and is discharged from the system as the final product.
WTEYA pursues digital and intelligent manufacturing to provide customers with excellent products and services. We not only provide a series of standardized products that have been rigorously tested and have stable performance to meet a wide range of industry needs. We also provide customized services, and our professional design team provides customers with tailor-made solutions to meet their unique needs. We will work closely with each customer to ensure that each piece of equipment can accurately meet the customer's process requirements and production processes. WTEYA provides a full range of services, creates high-quality mechanical products and system solutions with ingenuity, and professionally helps customers deal with various water treatment problems.
|
 |
 |
 |
 |
 |
 |
 |
 |
|
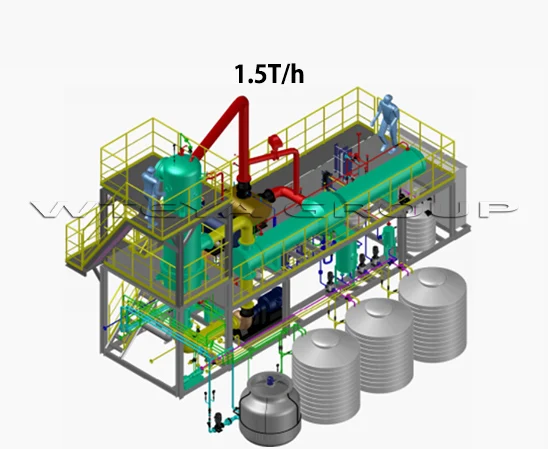
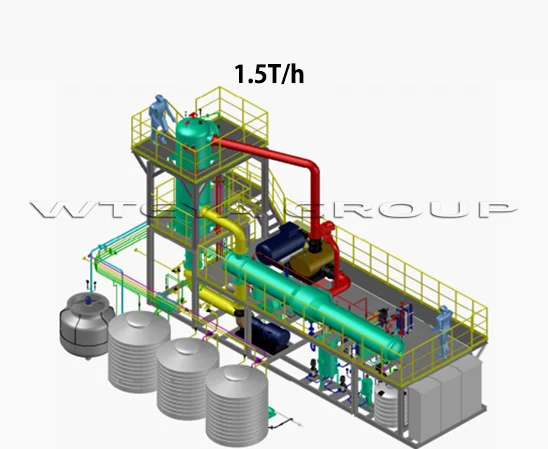
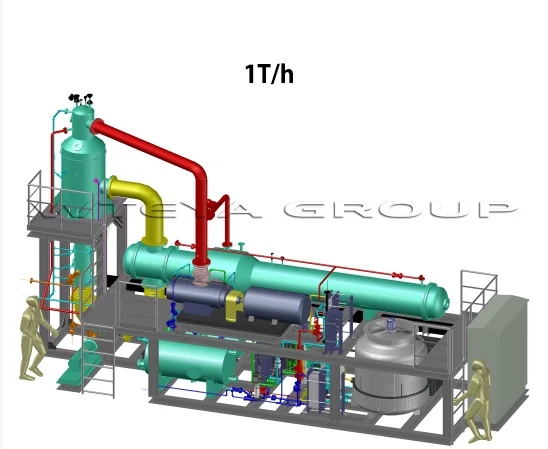
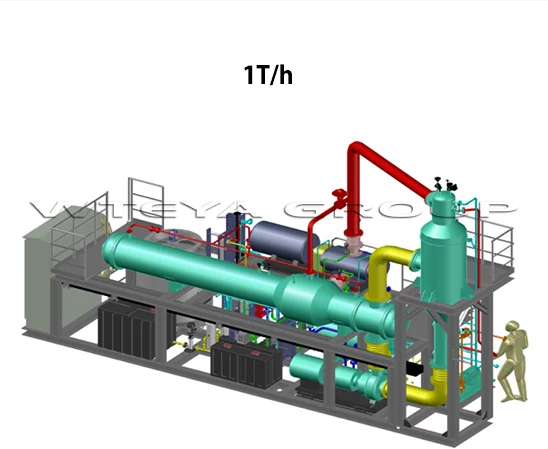
Product Composition
The Mechanical Vapor Recompression MVR evaporation system is comprised of an evaporator, separator, compressor, vacuum pump, circulation pump, operating platform, electrical instrument control cabinet, as well as components such as valves and pipelines.
|
|
Technical principle
Mechanical Vapor Recompression (MVR) evaporation technology operates on the principle of using a mechanical compressor (or fan) to recompress the secondary steam produced after evaporation, thereby increasing its enthalpy. The enhanced enthalpy secondary steam is then reused as a heat source in the heating chamber to heat the feed material. As it releases heat, the steam undergoes a phase transition into condensate water, which is subsequently discharged from the system. The heated material is concentrated through vaporization and is expelled from the system as the final product.
|
Details Images

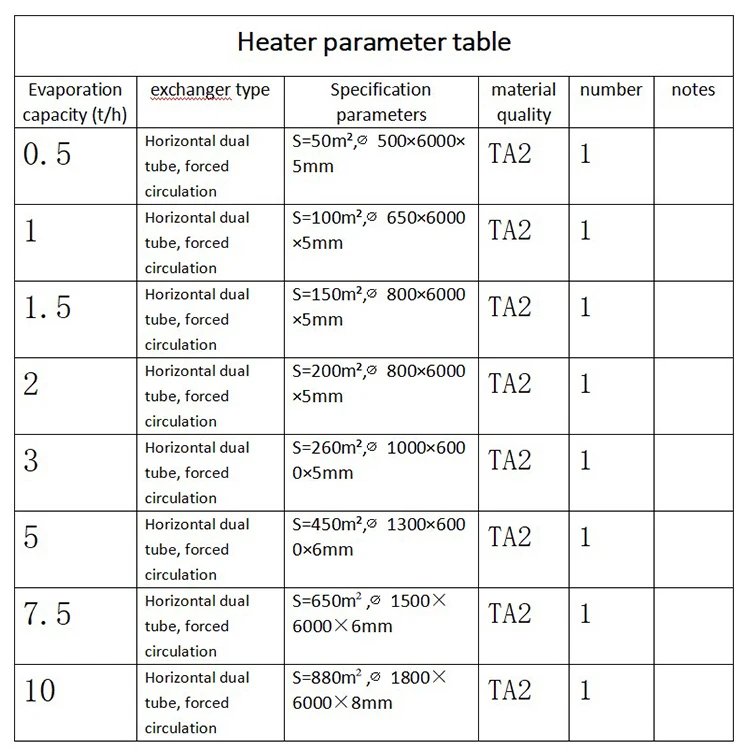
Product Parameters
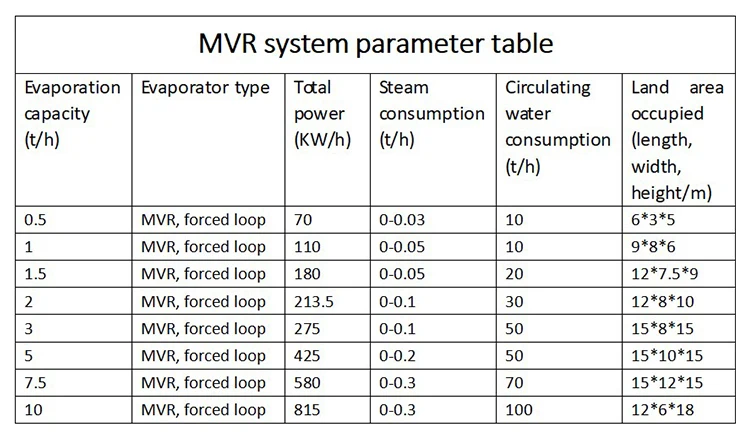 |
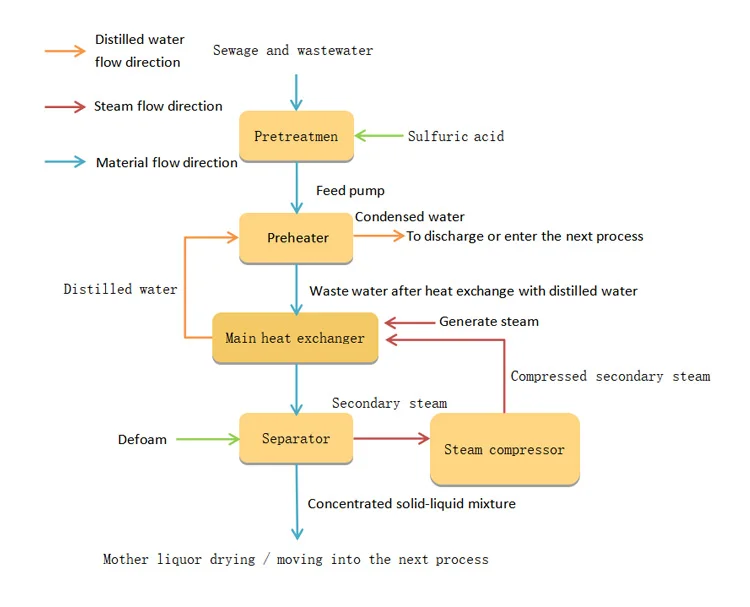 Evaporation Process:
A. Feed Process:The feed is pumped to a plate heat exchanger by a feed pump to exchange heat with the condensate water produced by the MVR evaporator.After heat exchange, the material enters the MVR plate forced-circulation evaporator to exchange heat with the secondary steam compressed by the compressor. The heat-exchanged liquid is then pumped into a separator and begins to evaporate in a forced-circulation mode at an evaporation temperature of 90°C.
B. Evaporation Process:When the material reaches the evaporation temperature and starts to evaporate, the generated steam and entrained tiny droplets rise in the separator. During this ascent, they pass through a demister, which ensures the separation of tiny droplets (≤1um) entrained in the secondary steam. This achieves an effective separation, reducing damage to the compressor caused by the material and improving the quality of the condensate water.The well-separated secondary steam is then compressed, raising its temperature by 20°C with a compression ratio of 2.04. The compressor provides a 20°C temperature increase.The solution entering the separator is circulated back into the evaporator by a circulation pump to exchange heat with the 110°C secondary steam. The secondary steam condenses into water and enters a condensate water tank. The material absorbs the heat from the steam and flash evaporates in the separator for gas-liquid separation. The concentrated liquid is pumped back to the evaporator by the circulation pump to continue evaporating until the desired concentration is reached, with the secondary steam temperature at 90°C and the concentrated liquid temperature not exceeding 104°C.
C. Discharge Process:In this scheme, the discharge is entirely controlled by the PLC control system. Based on the company's experience from multiple projects, a recycling discharge system is designed.When the predetermined evaporation concentration is reached, the system controls the discharge. The concentrated solid-liquid mixture (salt sludge) is collected for further processing (the state of the concentrated material should be determined based on actual material trial experiments).Non-condensable gases are automatically vented through the control system.
D. Drainage Process:The secondary steam condenses into water, enters a condensate water tank, and is then pumped by a condensate water pump to the preheater for heat exchange with the raw material. After heat exchange, it is drained into a distilled water storage tank.
|
 Product Features/Advantages:
Mechanical Vapor Recompression Mvr Evaporator require only a minimal amount of live steam, significantly reducing operational costs and environmental pollution. With no waste heat steam emissions, the energy-saving effect is highly notable. The use of a compressor to provide heat means that compared to traditional evaporators, the temperature difference is much smaller, allowing for gentle evaporation, which greatly improves product quality and reduces scaling. The structure and process are very straightforward, with fully automatic operation, capable of continuous running, safe and reliable. The equipment is equipped with CIP (Cleaning in Place) cleaning pipelines, enabling on-site cleaning. The entire setup is user-friendly with no dead angles. The absence of waste heat steam emissions highlights the significant energy-saving benefits. Any materials suitable for single-effect and multi-effect evaporators can be processed using MVR evaporators, which are technically fully replaceable and offer superior environmental and energy-saving features.
|


|
Application Scope:
The Mechanical Vapor Recompression Mvr Evaporator technology is applicable across a wide range of industries due to its energy-efficient and environmentally friendly characteristics. It is particularly useful in situations where there is a need to recover or reduce the volume of solvents, extract valuable chemicals, or simply reduce wastewater output. The scope includes, but is not limited to: Industrial wastewater treatment: For general industrial processes that generate wastewater requiring treatment and volume reduction.
High-salinity wastewater: Treatment of waters with high salt content, which can be challenging and costly with traditional methods.
Landfill leachate treatment: Treatment of liquid effluent from landfill sites, which often contains a complex mixture of contaminants.
Electronics and semiconductor industry: Used for purification processes, cleaning operations, and other treatments where water quality is critical.
Lithium battery industry: In the production of lithium-ion batteries, MVR can be used to recover solvents and remove byproducts.
Coal chemical industry wastewater: Treatment of waste streams generated during the conversion of coal to various chemicals and fuels.
Textile dyeing wastewater: Used in the treatment of colored effluents from textile mills and dye houses.
Papermaking wastewater: Treatment of water used in the paper production process, which may contain suspended solids, organic materials, and other impurities.
Chemical industry: MVR can be applied in various chemical processes where solvent recovery or waste minimization is essential.
Food industry: Application in food processing plants for concentrating products, extracting ingredients, and treating waste streams.
Brewing industry: Used in beer and wine production for concentration and extraction processes.Dairy industry: Application in milk processing for concentration of milk and whey, as well as treatment of dairy effluents.
MVR systems offer a versatile solution for industries looking to reduce their environmental footprint and operating costs through efficient use of thermal energy.
|
Company Profile
 |

|
Guangdong WTEYA Environmental Technology Co., Ltd. was established in 2019. It is a professional enterprise specializing in industrial wastewater treatment and is engaged in the research and development and manufacturing of evaporation crystallization, drying, filtration, heat exchange technology equipment, and water treatment equipment within the field of multi-process production.
The headquarters are located in Tianan Digital City, Dongguan City, Guangdong Province, with a smart production base covering an area of 30,000 square meters. Currently, there are nearly 500 employees, including 250 engineering technical personnel and technicians.
The group's main products include MVR evaporators, single-effect evaporators, multi-effect evaporators, crystallizers, heat exchangers, Roots compressors, and various supporting fluid equipment. The enterprise has obtained ISO9001/2015 system certification, CE certification, ISO14001:2004 environmental management system certification, and owns nearly 100 honorary qualifications, including invention patents and utility model patent technologies.
The company's product quality, advanced technology, and comprehensive after-sales service have been recognized by customers. The various series of water treatment equipment are sold globally, with support for customization and export to Germany, the United Kingdom, Italy, Denmark, Switzerland, the United States, Canada, Australia, Mexico, Brazil, Argentina, Chile, Colombia, Russia, Ukraine, Romania, India, Indonesia, Vietnam, Thailand, South Africa, Egypt, Cameroon, and many other countries and regions.
|

|
One-Stop Support Services
WTEYA has been specializing in water treatment research and development, manufacturing for over a decade. We integrate R&D, design, production, system integration, project construction, and operation maintenance within our company. With nearly 30,000 square meters of smart manufacturing production bases, as well as production lines for environmental protection-related auxiliary materials, we provide customers with a comprehensive one-stop water treatment equipment system supply chain, offering cost-effective pricing and more comprehensive service guarantees.
|
Intelligent and Efficient Production System
WTEYA possesses sophisticated engineering and manufacturing capabilities. We have constructed a nearly 30,000 square meter manufacturing base in JingShan, Hubei, equipped with multiple sets of precision machining equipment such as a 9-axis gantry automatic welding robot system, jib-type automatic welding robot system, CNC machining centers, fully automatic laser cutting equipment, and fully automatic rolling equipment. With an annual design production capacity of over 500 units, we offer high machining precision, high production efficiency, convenient transportation, and help save time costs for customers.
|
|
Advanced and Reliable Technology
WTEYA has a professional technical R&D team that utilizes advanced treatment process technologies. By integrating MVR evaporation concentration equipment, ECC high-efficiency composite catalysis, ABFT aeration biofluidized bed, and DT/RO/STRO membrane treatment systems, we achieve zero wastewater discharge and resource utilization, helping enterprises to attain both economic benefits and environmental protection.
|
Customized Exclusive Solutions
WTEYA's professional engineering designers provide one-on-one services to tailor-make water treatment solutions for customers. We effectively control the construction and operational costs of projects, helping customers solve various water treatment challenges. At the same time, we offer professional technical support and training guidance, ensuring that customers have peace of mind with our services.
|
Certifications

Exhibition

Packing & Delivery

FAQ
|
Q1: Are you a trading company or a manufacturer?
|
|
A1: We are a professional manufacturer. Our factory is located in Hubei Province, China, covering an area of 30,000 square meters.
|
|
Q2: Do you offer OEM services? Do you supply parts?
|
|
A2: Yes, we can, as long as you provide us with your drawings and detailed requirements.
|
|
Q3: I have wastewater treatment issues, can you help me?
|
|
A3: We provide a complete industrial water treatment turnkey solution, from design and installation to after-sales service.
|
|
Q4: How can we visit your company?
|
|
A4: Of course, we can pick you up at the Guangzhou/Shenzhen airport. We can also show you our factory through an online video tour.
|
|
Q5: What's the quality of your machines like?
|
|
A5: Our company has been dedicated to producing water treatment equipment since 2009, with 15 years of experience globally and over 100 successful projects. In addition, we hold the ISO9001 certificate and Alibaba on-site inspection certificate. You may also choose a third-party inspection agency to visit.
|
|
Q6: How is the installation completed?
|
|
A6: We can guide you through a tour via video or photos first. If the customer requires on-site installation, our engineers can be dispatched to your country. However, the customer should pay for the airfare and accommodation during the trip.
|
|
Q7: What if we encounter machine problems?
|
|
A7: Show us pictures or videos of the problem. If your staff can resolve it, we will send the solution to you via video or images. If the problem is beyond your control, our engineer will be sent to your factory (the customer will cover the travel expenses).
|
|
Q8: What about the warranty and spare parts?
|
|
A9:We provide a 1-year warranty for the machines, and most parts can be found in the local market, or you can also purchase parts from us.
|




