



Water purification system of MBR membrane bioreactor
Water purification system of MBR membrane bioreactor
Product descriptions from the supplier
Product Description
 MBR Membrane Sewage Treatment System
The MBR system, short for Membrane Bio-Reactor, is an emerging technology that combines membrane technology with biochemical reactions in wastewater treatment. The core of the MBR system is an enhanced polyvinylidene fluoride (PVDF) hollow fiber ultrafiltration membrane, which produces high-quality and stable water. It not only avoids the problem of suspended solid leakage that occurs in traditional sedimentation processes but also removes microorganisms such as E. coli and Cryptosporidium. The water produced by the membrane system can be used directly or with a small amount of disinfectant added for non-potable or reclaimed water reuse.
|
|
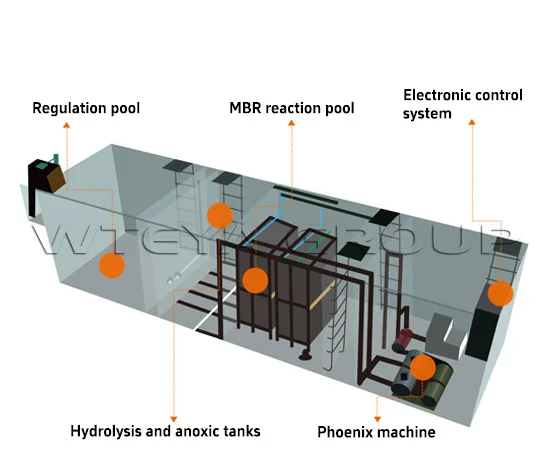
Product Composition
The MBR membrane system mainly consists of membrane modules, membrane frames, membrane tanks, Roots blowers, aeration devices, water production pumps, water storage tanks, sludge return pumps, cleaning systems, and instrument automation control systems.
|
Details Images

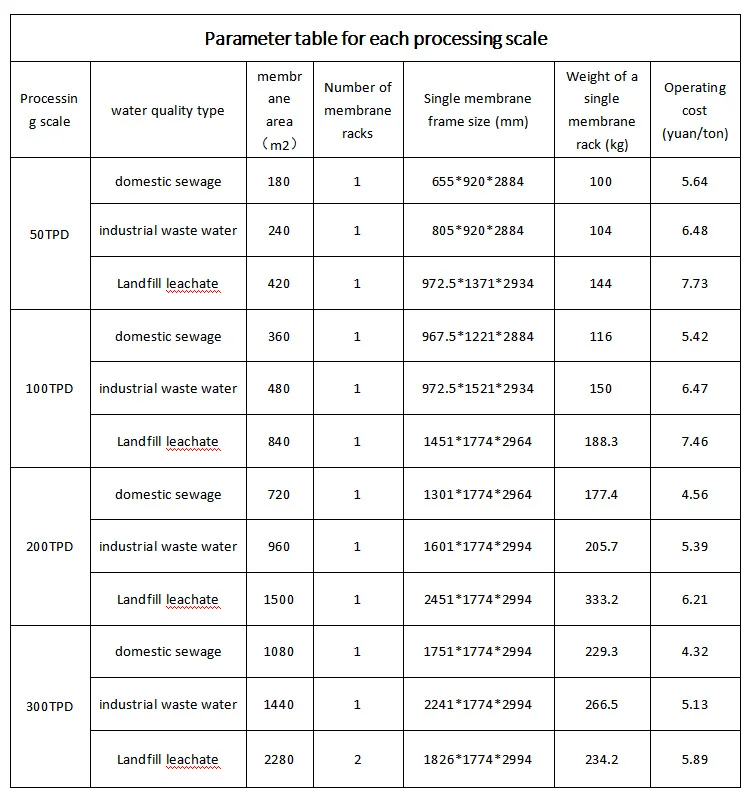
Product Parameters
  |
 |
 |
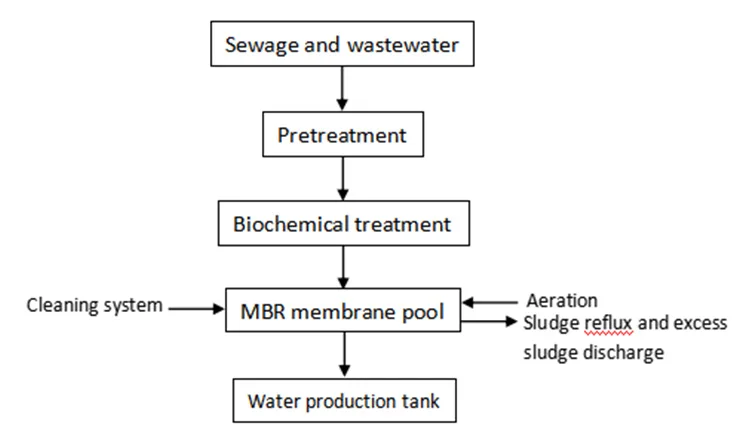
Technical Principle:
Firstly, biodegradable organic pollutants in the water are removed through activated sludge, and then the purified water is separated from the activated sludge using a membrane.
The hollow fiber membrane filaments are tubular with micropores on the walls that can retain activated sludge and most suspended solids, resulting in clear and transparent effluent. To ensure the long-term continuous and stable operation of the membrane, a certain amount of aeration is performed below the membrane. This not only meets the biological oxygen demand but also causes the membrane filaments to vibrate continuously, preventing the attachment of activated sludge on the surface of the membrane and causing fouling.
The MBR process organically combines membrane separation technology from separation engineering with traditional wastewater biological treatment technology. It eliminates the need for a secondary sedimentation tank and significantly improves the efficiency of solid-liquid separation. Additionally, due to the increased concentration of activated sludge in the aeration tank and the presence of specialized bacteria (especially dominant bacterial groups), the rate of biochemical reactions is enhanced. At the same time, by reducing the F/M ratio, the production of excess sludge is reduced (even to zero), thus fundamentally solving many prominent problems associated with traditional activated sludge processes.
|
 Product Features/Advantages:
1. Low pressure with high flux, low energy consumption:
The Witaya MBR membrane product has ultra-high pure water flux and stability, offering high flux under low pressure and capable of long-term stable operation under high pressure.
2. High chemical resistance:
Using new formulations and hydrophilic modification processes, the membrane filaments maintain their hydrophilicity after long-term cleaning with chemicals (acids, bases, NaClO), with almost zero decay in hydrophilicity and good resistance to pollution.
3.High mechanical strength, resistant to peeling and breaking:
Using Witaya's unique high-pressure-resistant skin layer structure control technology; asymmetric gradient sponge body structure with high membrane stiffness; plus root soft gel protection to prevent breakage at the base of the membrane filaments.
4.Good hydrophilicity, resistant to pollution, dry preservation:
Using fully separated layer chemical crosslinking hydrophilic modification technology, the entire water flow channel of the membrane filaments has complete hydrophilicity, offering high flux, high energy efficiency, and high resistance to pollution compared to similar products on the market. Dry packaging, transportation, and installation are used, eliminating the need for organic solvent replacement, making packaging and storage convenient. The product can be repeatedly immersed in water and dried for use, quickly wetting, with almost no decay in membrane flux.
5.Modular design, simple installation:
The MBR membrane system can be designed in a modular unit manner, facilitating phased reconstruction and expansion for various large water plants or small community water purification equipment. The civil engineering workload can be carried out according to the final design flow, while the number of membrane modules in the membrane system can be increased according to the treatment capacity required at different stages of the wastewater treatment plant.
6.Other features:
The Membrane Bio-Reactor (MBR) has high treatment efficiency, good effluent quality; compact equipment, small footprint; easy to achieve automatic control, simple operation and management.
Due to the efficient solid-liquid separation characteristics of the membrane separation system in the MBR system, it can effectively perform solid-liquid separation, with separation effects far better than traditional sedimentation tanks, producing excellent effluent quality with suspended solids and turbidity close to zero, which can be directly reused, achieving the resource utilization of wastewater.
The efficient interception function of the membrane ensures that microorganisms are completely retained within the reactor, achieving complete separation of the hydraulic retention time (HRT) and sludge age (SRT) in the reactor, making operation control more flexible and stable, overcoming the disadvantages of unstable effluent quality and sludge bulking in traditional processes.
It can operate stably under high concentrations of activated sludge (5000-10000 mg/L or even higher). The high concentration of activated sludge characteristic in the MBR environment allows wastewater with more organic components to be decomposed in a shorter time or in a smaller space, with faster biochemical reaction rates and strong shock load resistance.
Due to the separation of SRT and HRT, the sludge age is extended, allowing macromolecules and difficult-to-degrade components in the wastewater to have sufficient retention time in the limited volume of the bioreactor, greatly improving the degradation efficiency of refractory organic matter. The reactor operates with high volumetric loading, low sludge loading, and long sludge age, significantly reducing the amount of sludge discharge, and even achieving zero sludge discharge.
The extension of sludge age is conducive to the retention, growth, and reproduction of slow-growing nitrifying bacteria, improving the system's nitrification efficiency and providing certain denitrification and phosphorus removal functions.
Eliminates the need for a secondary sedimentation tank, saving 30~50% of installation space. MBR can also utilize existing facilities for expansion and renovation, reducing the land area occupied by new facilities.
The system uses PLC control, enabling fully automated control for easy operation and management.
|

|
Standardized And Customized Services
We pursue excellence in smart manufacturing. By integrating ERP, PLM, MES, CAPP and other advanced information systems with lean production concepts, relying on digital transformation and automation upgrades, we actively expand the application of big data analysis and artificial intelligence technology, and are committed to intelligent manufacturing to provide customers with excellent products and Serve. We not only provide a series of standardized products that have been rigorously tested and have stable performance to meet a wide range of industry needs. We also provide customized services, and our professional design team provides customers with customized solutions to meet their unique needs. Model customers work closely together to ensure that each piece of equipment accurately meets the customer's process requirements and production processes. Witya provides all-round services and creates high-quality mechanical products and system solutions with ingenuity.
|

|
Application Scope:
The MBR system (Membrane Bioreactor) can be applied to various wastewater fields, specifically as follows:
Domestic Wastewater Treatment: The MBR system excels in treating municipal and industrial wastewater, effectively improving the rate of water resource recycling.Reclaimed Water Use: The MBR process is highly regarded in reclaimed water use and is one of the best choices for achieving wastewater reuse.
Small-Scale Sewage Treatment Facilities: For areas without a comprehensive drainage network, such as small residential communities, resorts, tourist attractions, etc., the MBR system is particularly suitable due to its small footprint and compact equipment.
Specific Places for Sewage Treatment: Such as car wash industries, hotels, mobile public toilets, etc., these regions and places have special requirements for wastewater reuse, and the MBR system can meet their water quality and space requirements.
Removal of Trace Pollutants from Drinking Water: The MBR system is also suitable for removing trace pollutants from drinking water in existing water plants, enhancing water quality safety.
New Residential Areas and Large Sewage Treatment Plants: The MBR system is also applicable to sewage treatment in new residential areas and large sewage treatment plants, providing efficient and stable treatment effects.
In summary, the application range of the MBR system is broad, covering nearly all areas that require wastewater treatment and resource utilization. Its main advantages lie in the high treatment efficiency, small footprint, compact equipment, high degree of automation, and the ability to achieve efficient wastewater reuse.
These features make the MBR system one of the preferred technologies for modern wastewater treatment and resource utilization.
|
Company Profile
 |

|
Guangdong WTEYA Environmental Technology Co., Ltd. was established in 2019. It is a professional enterprise specializing in industrial wastewater treatment and is engaged in the research and development and manufacturing of evaporation crystallization, drying, filtration, heat exchange technology equipment, and water treatment equipment within the field of multi-process production. The headquarters are located in Tianan Digital City, Dongguan City, Guangdong Province, with a smart production base covering an area of 30,000 square meters. Currently, there are nearly 500 employees, including 250 engineering technical personnel and technicians. The group's main products include MVR evaporators, single-effect evaporators, multi-effect evaporators, crystallizers, heat exchangers, Roots compressors, and various supporting fluid equipment. The enterprise has obtained ISO9001/2015 system certification, CE certification, ISO14001:2004 environmental management system certification, and owns nearly 100 honorary qualifications, including invention patents and utility model patent technologies. The company's product quality, advanced technology, and comprehensive after-sales service have been recognized by customers. The various series of water treatment equipment are sold globally, with support for customization and export to Germany, the United Kingdom, Italy, Denmark, Switzerland, the United States, Canada, Australia, Mexico, Brazil, Argentina, Chile, Colombia, Russia, Ukraine, Romania, India, Indonesia, Vietnam, Thailand, South Africa, Egypt, Cameroon, and many other countries and regions.
|

|
One-Stop Support Services
WTEYA has been specializing in water treatment research and development, manufacturing for over a decade. We integrate R&D, design, production, system integration, project construction, and operation maintenance within our company. With nearly 30,000 square meters of smart manufacturing production bases, as well as production lines for environmental protection-related auxiliary materials, we provide customers with a comprehensive one-stop water treatment equipment system supply chain, offering cost-effective pricing and more comprehensive service guarantees.
|
Intelligent and Efficient Production System
WTEYA possesses sophisticated engineering and manufacturing capabilities. We have constructed a nearly 30,000 square meter manufacturing base in JingShan, Hubei, equipped with multiple sets of precision machining equipment such as a 9-axis gantry automatic welding robot system, jib-type automatic welding robot system, CNC machining centers, fully automatic laser cutting equipment, and fully automatic rolling equipment. With an annual design production capacity of over 500 units, we offer high machining precision, high production efficiency, convenient transportation, and help save time costs for customers.
|
|
Advanced and Reliable Technology
WTEYA has a professional technical R&D team that utilizes advanced treatment process technologies. By integrating MVR evaporation concentration equipment, ECC high-efficiency composite catalysis, ABFT aeration biofluidized bed, and DT/RO/STRO membrane treatment systems, we achieve zero wastewater discharge and resource utilization, helping enterprises to attain both economic benefits.
|
Customized Exclusive Solutions
WTEYA's professional engineering designers provide one-on-one services to tailor-make water treatment solutions for customers. We effectively control the construction and operational costs of projects, helping customers solve various water treatment challenges. At the same time, we offer professional technical support and training guidance, ensuring that customers have peace of mind with our services.
|
Certifications

Exhibition

Packing & Delivery

FAQ
|
Q1: Are you a trading company or a manufacturer?
|
|
A1: We are a professional manufacturer. Our factory is located in Hubei Province, China, covering an area of 30,000 square meters.
|
|
Q2: Do you offer OEM services? Do you supply parts?
|
|
A2: Yes, we can, as long as you provide us with your drawings and detailed requirements.
|
|
Q3: I have wastewater treatment issues, can you help me?
|
|
A3: We offer a complete one-stop solution for industrial water treatment,from design and installation to after-sales service.
|
|
Q4: How can we visit your company?
|
|
A4: You can visit our company on the spot,we can pick you up at the Guangzhou/Shenzhen airport. We can also show you our factory through an online video tour.
|
|
Q5: What's the quality of your machines like?
|
|
A5: Our company has been dedicated to producing water treatment equipment since 2009, with 15 years of experience globally and over 100 successful projects. In addition, we hold the ISO9001 certificate and Alibaba on-site inspection certificate. You may also choose a third-party inspection agency to visit.
|
|
Q6: How is the installation completed?
|
|
A6: We can guide you through a tour via video or photos first. If the customer requires on-site installation, our engineers can be dispatched to your country. However, the customer should pay for the airfare and accommodation during the trip.
|
|
Q7: What if we encounter machine problems?
|
|
A7: Show us pictures or videos of the problem. If your staff can resolve it, we will send the solution to you via video or images. If the problem is beyond your control, our engineer will be sent to your factory (the customer will cover the travel expenses).
|
|
Q8: What about the warranty and spare parts?
|
|
A9: We provide a 1-year warranty for the machines, and most parts can be found in the local market, or you can also purchase parts from us.
|



